2 LOS METALES FÉRRICOS
2.1. Introducción
Se define a los metales como aquellos elementos químicos que se caracterizan por tener las siguientes propiedades:
- Poseen una estructura interna común.
- Son sólidos a temperaturas normales, excepto el mercurio.
- Tienen una alta densidad
- Tienen elevada conductividad térmica y eléctrica.
- Tienen considerable resistencia mecánica.
- Suelen ser maleables.
- Se pueden fundir, conformar y reciclar.
Por su especial utilidad en el campo industrial, distinguiremos dos tipos: los materiales férricos, o materiales derivados del hierro, y los materiales no férricos, derivados del resto de los metales.
2.2. Estructuras cristalinas

Los cuerpos sólidos se pueden presentar en dos estados fundamentales:
* Cristalino. Cuando están constituidos por átomos perfectamente ordenados en el espacio. En este grupo se encuentran englobados los metales, los materiales cerámicos y algunos polímeros que poseen regularidad suficiente.
* Amorfo. Cuando solamente presentan una ordenación espacial a corta distancia. Es el caso de los vidrios y de los polímeros vítreos.
La estructura espacial de un sólido cristalino se construye a partir de una unidad repetitiva celda unidad.
En los vértices de estas celdas unidad se sitúan los átomos. La repetición de las celdas en el espacio da lugar a las llamadas redes cristalinas simples.
También existe la posibilidad de situar átomos en los centros de las celdas (red cristalina cúbica centrada en el cuerpo) o de las caras (red cristalina de cúbica centrada en las caras). También es muy común la red cristalina hexagonal compacta.
Conviene destacar que la mayor parte de los metales de interés industrial únicamente cristalizan en tres tipos de redes.
2.3. Características del hierro puro
- Es un material magnético (ferromagnético).
- Color blanco azulado.
- Muy dúctil y maleable.
- Punto de fusión: 1535 ºC
- Densidad alta (7,87 g/cm3.)
- Buen conductor del calor y la electricidad.
- Se corroe y oxida con mucha facilidad.
- Bajas propiedades mecánicas (al corte, limado, conformado, etc.).
- Es un metal más bien blando.
Es precisamente, por lo que tiene bajas propiedades mecánicas por lo que el hierro puro, prácticamente no se emplea en la industria (salvo para hacer imanes), por lo que se emplea aleado con carbono (que es un no metal) y otros metales.
2.4. Definiciones.

Aleación: Es la mezcla de dos o más materiales, donde al menos uno, de forma mayoritaria es un metal.
Los metales ferrosos son los más utilizados a nivel industrial. Representan aproximadamente el consumo del 80% de todos los metales.
Encontramos los siguientes tipos de metales ferrosos:
1. Hierro industrial: cuando el contenido en carbono es menor al 0,03%.
2. Acero: Cuando el contenido en carbono está comprendido entre el 0’03 y el 1’67% (algunos pueden llegar hasta el 2,11%).
3. Fundición: El porcentaje de carbono está comprendido entre el 1’67(2,11 %) y el 6’67%.
Las aleaciones con un contenido de carbono superior carecen de interés industrial porque son demasiado frágiles.
La inmensa mayoría de los metales no se encuentran en estado puro en la naturaleza, sino combinados con otros elementos químicos formando los minerales, los cuales se encuentran en yacimientos y se extraen en las minas.
El hierro no es una excepción y se encuentra en los siguientes minerales
1. Magnetita, hematites y limonitas (los cuales son óxidos de hierro).
2. Siderita (el cual es un carbonato de hierro). Una vez extraído el mineral de hierro se procede a...
1. Triturar y moler el mineral.
2. Separar la parte útil, llamada mena, que es la que contiene el hierro, de la parte inútil y desechable, llamada ganga. Normalmente este proceso se hace empleando agua, pues la mena es más densa y la ganga flota.
3. Posteriormente, la mena se somete a altas temperaturas sin la presencia de oxígeno. Con este se persigue eliminar el oxígeno de los minerales A este proceso se le llama reducir el mineral.
4. El proceso de reducción del mineral de hierro se lleva a cabo en los altos hornos.
2.5. Minerales del hierro.
El elemento químico hierro forma parte de la corteza terrestre en un porcentaje del 5%. Nunca se presenta en estado puro, sino combinado en forma de óxidos, hidróxidos, carbonatos y sulfuros. Los principales minerales de los que forma parte son la magnetita, la hematites roja, la siderita, la limonita y la pirita.
2.6. Obtención del hierro: el alto horno
El dispositivo habitual para obtener hierro a partir de sus minerales es el denominado alto horno. Se trata de una instalación compleja cuyo principal objetivo es la obtención de arrabio, es decir, hierro con un contenido en carbono que oscila entre el 2,6% Y el 6,7% Y que contiene otras cantidades de silicio, manganeso, azufre y fósforo que oscilan en torno al 0,05%.

El cuerpo central de la instalación denominada alto horno está formado por dos troncos de cono colocados uno sobre otro y unidos por su base más ancha. Su altura oscila entre los 30 y los 80 m y su diámetro máximo está comprendido entre los 10 y los 14 m.
La pared interior está construida de ladrillo refractario y la exterior es de acero. Entre ambas pasan los canales de refrigeración.
La parte superior del horno alto se denomina tragante. Se compone de dos tolvas en forma de campana, provistas de un dispositivo de apertura y cierre que evita que se escapen los gases en el momento de la carga del material.
En el proceso siderúrgico, el carbón de coque actúa como combustible y reductor de los óxidos de hierro. El carbón de coque siderúrgico se obtiene industrialmente eliminando la materia volátil del carbón de hulla y aglutinándolo posteriormente. En estos hornos se somete la pasta de carbón a un proceso de coquizado, consistente en calentar el carbón por encima de 1000 ºC, en ausencia de aire y durante 16 horas aproximadamente.
El coque siderúrgico es un material duro y poroso, con un contenido en carbono superior al 90%.
Los materiales se introducen en el interior del alto horno en capas alternadas. Una capa formada por una mezcla de minerales de hierro. Una capa de carbón de coque. Una capa de material fundente, formado básicamente por caliza, que se encarga de arrastrar la ganga del mineral y las cenizas. Con todo este material se forma la escoria.
El mineral de hierro, el carbón de coque y los materiales fundentes se mezclan y se tratan previamente, antes de introducirlos en el alto horno.
El resultado es un material poroso llamado sínter. Las proporciones del sínter son:
1. Mineral de hierro .........2 Toneladas.
2. Carbón de coque ..........1 Tonelada.
3. Fundente.....................½Tonelada.
Bajo el vientre están las toberas, encargadas de insuflar el aire necesario para la combustión. Este aire procede de unas instalaciones denominadas recuperadoras de calor, que aprovechan la energía térmica del gas que sale del alto horno para precalentar el aire.
De este modo se consigue que la temperatura del horno alto sobrepase los 1.500 ºC, con lo que se logra un importante ahorro del carbón de coque.
La parte inferior del horno se llama etalaje y su forma compensa la disminución de volumen del material, que se produce como consecuencia de su reducción y de la pérdida de materias volátiles. En esta zona se depositan el hierro y la escoria fundidos. Como la escoria es de menor densidad que el hierro, queda flotando sobre él. De este modo se protege el hierro de la oxidación.
La extracción de la escoria y el hierro fundido se lleva a cabo a través de dos orificios situados en la parte inferior, denominados bigotera y piquera.
· Por la bigotera se extrae la escoria que sobrenada. Ésta suele emplearse como subproducto para la obtención de abonos y cementos especiales, llamados de clinquerización.
· Por la piquera sale el hierro fundido, que se denomina arrabio, hierro colado o fundición de primera fusión.
El arrabio fundido se vierte directamente en torpedos y se transporta a las lingoteras, para obtener lingotes de hierro a los convertidores, donde se transformará en acero.
Una vez iniciado el proceso, los hornos altos funcionan de manera continua y sólo se apagarán cuando sea necesario efectuar reparaciones, como consecuencia del desgaste del material refractario del recubrimiento de sus paredes.
La materia prima que se va a introducir en el horno se divide en un determinado número de pequeñas cargas que se introducen a intervalos de entre 10 y 15 minutos. La escoria que flota sobre el metal fundido se retira una vez cada dos horas, y el arrabio se sangra cinco veces al día, aunque éste período de tiempo puede modificarse controlando la inyección de aire por las toberas.
2.7. Productos siderúrgicos
Los distintos productos que se obtienen a partir de los minerales de hierro se denominan, en general, productos siderúrgicos y pueden clasificarse en tres grandes grupos, dependiendo de su contenido en carbono: el hierro dulce, las fundiciones y los aceros.
2.8. Transformación del arrabio en acero
La proporción de carbono en el arrabio extraído del alto horno se encuentra en el intervalo correspondiente a las fundiciones. Así pues, se trata de un material duro y frágil, que no puede ser extendido en hilos ni en láminas; por este motivo apenas tiene aplicación industrial. Se hace necesario, pues, reducir el contenido en carbono del arrabio para convertirlo en acero; que es un material que sigue siendo duro, pero más elástico, dúctil, maleable y capaz de soportar impactos.
Esta transformación del arrabio en acero se lleva a cabo en un recipiente llamado convertidor, y se realiza suministrando oxígeno al arrabio líquido. Veamos como es este proceso llamado afino.

Los convertidores son hornos, siendo empleados hoy en día los eléctricos, donde se lleva a cabo un proceso de fusión.
1. El arrabio se transporta líquido desde el alto horno hasta la acería (donde está el convertidor). El arrabio se transporta en unos depósitos llamados torpedos.
2. Se introduce en el convertidor, además del arrabio, chatarra, fundentes (cal) y oxígeno. El convertidor, a diferencia del alto horno, no se le proporciona calor extra.
3. El oxígeno reacciona con las impurezas, especialmente el carbono que sobra (se oxidan) y facilita la eliminación de la escoria formada. El fundente también facilita la formación de la escoria, que flota sobre el metal fundido.
Los productos obtenidos del convertidor son:
· Acero líquido: que será transportado por medio de otra cuchara para ser sometido a procesos siderúrgicos. Este acero ya es de calidad.
· Escoria: que se recicla para otros fines, especialmente la construcción.
· Gases: Especialmente monóxido de carbono y dióxido de carbono, resultantes de la combustión de carbono.
En el convertidor también se lleva a cabo la aleación del acero con otros metales (Ni, Cr, Mo, etc.) para obtener aceros aleados que mejoran las propiedades del metal original.
Producción por hornada: Entre 100 y 300 toneladas, dependiendo del tipo de convertidor.
4. El proceso final consiste en extraer el acero líquido del convertidor para verterlo en moldes con la forma de la pieza que se quiere obtener, posteriormente se deja solidificar y luego se extrae la pieza. A este proceso se le llama colada.
El proceso de colada más empleado hoy en día es el de colada continua, cuyo objetivo es solidificar el acero en productos de sección constante.
Una vez obtenida la pieza de acero se somete a un proceso de laminación para darle la forma y características deseadas.
2.9. Hornos de arco eléctrico
Los hornos eléctricos son sobre todo útiles para producir acero inoxidable y aceros aleados que deben ser fabricados según unas especificaciones muy exigentes. El refinado se produce en una cámara hermética, donde la temperatura y otras condiciones se controlan de forma rigurosa. En las primeras fases de este proceso de refinado se inyecta oxígeno de alta pureza a través de una lanza, lo que aumenta la temperatura del horno y disminuye el tiempo necesario para producir el acero. La cantidad de oxígeno que entra en el horno puede regularse con precisión en todo momento, lo que evita reacciones de oxidación no deseadas.
Son los más usados en los talleres de fundición. Constan de un crisol y dos aberturas laterales, una para adicionar los materiales de afino o la carga metálica (en los hornos pequeños) y la otra para la piquera.
Una vez cargado el horno se hacen descender unos electrodos hasta la superficie del metal. La corriente eléctrica fluye por uno de los electrodos, forma un arco eléctrico hasta la carga metálica, recorre el metal y vuelve a formar un arco hasta el siguiente electrodo. La resistencia del metal al flujo de corriente genera calor, que —junto con el producido por el arco eléctrico— funde el metal con rapidez.
Una vez que ha terminado el proceso, se retiran los electrodos y se procede a la colada en la cuchara, inclinando el horno.
Los hornos de este tipo que más se usan son los trifásicos con capacidad de 3 a 8 toneladas, aunque se construyen desde 1 a 100 toneladas. Se emplean para fundir el acero y la fundición gris de excelente calidad.

2.10. DIAGRAMA HIERRO-CARBONO
El hierro es un material alotrópico, es decir, presenta diversas estructuras cristalinas dependiendo de la temperatura a que se encuentre, además dependiendo de la cantidad de Carbono que tengan tendrán diferente constitución estructural.
Este diagrama muestra las fases existentes en las aleaciones hierro- carbono enfriadas muy lentamente, a varias temperaturas y composiciones de hierro con porcentajes de carbono (hasta el 6,67%).
A partir de este diagrama, puede predecirse el tipo de constituyente mayoritario que tendrá la aleación en función de la temperatura y del contenido (%) en carbono; conociendo los constituyentes será posible predecir las propiedades que tendrá la aleación.
Es una herramienta muy útil que indica cómo, cuándo y en qué condiciones debe realizarse un tratamiento térmico y los resultados que deben esperarse del mismo.
2.10.1. CONSTITUYENTES DE LOS ACEROS
Los aceros procedentes de un enfriado lento están constituidos por los siguientes componentes a temperatura ambiente:
· Ferrita: solución sólida de hierro alfa con C (es hierro alfa casi puro 0,03% C). Es el más blando y dúctil de los constituyentes de los aceros.
· Cementita: es un compuesto Intermetálico de formula Fe3C (equivalente a 6,67%C). Es el constituyente más duro y frágil.
· Perlita: solución eutectoide formada por cristales de ferrita y cementita. La estructura laminar confiere elevada dureza y resistencia mecánica.
Si se produce un enfriamiento rápido aparecen nuevos componentes:
· Martensita: Es el constituyente típico de aceros templados. Está formado por una solución solida sobresaturada de carbono o carburo de hierro en hierro α, y se obtiene por enfriamiento rápido del acero desde alta temperatura. Sus propiedades físicas varían con su composición, aumentando su dureza, resistencia y fragilidad con el contenido en carbono. Se produce porque un enfriamiento rápido de la ausentita impide que salgan los átomos de carbono de su estructura creando una estructura distinta a ferrita+ perlita.
· La bainita: es una mezcla de fases de ferrita y cementita y en su formación intervienen procesos de difusión. Forma agujas o placas, dependiendo de la temperatura de transformación. Se produce por un enfriamiento de la austenita a velocidad intermedia entre la velocidad de generación de la perlita y de la martensita.
2.11. CLASIFICACION DE ACEROS Y FUNDICIONES
Al añadir carbono al hierro, las propiedades mecánicas se modifican extraordinariamente. Cuanto mayor sea el porcentaje de carbono, mayor es su dureza y resistencia a la tracción, pero tiene el inconveniente de que es más frágil y menos dúctil-maleable. Además su soldabilidad también disminuye.
a) Clasificación de los aceros
1. Aceros al carbono o no aleados: son aquellos que sólo incluyen hierro y carbono.
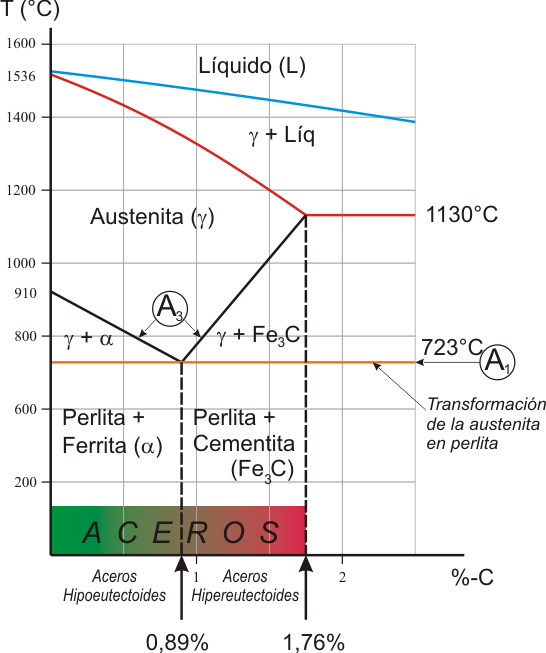
· Hipoeutectoides (dulces), (<0,77% C) tienen matriz de ferrita y algo de perlita, por lo que son dúctiles y tenaces; son aceros de construcción
· Eutectoides (medios), (0,77% C), estructura de perlita, más tenacidad y resistencia.
· Hipereutectoides (duros) (>0,77% C y <2,11% C) tienen matriz de perlita y algo de cementita, por lo que es duro y frágil; son aceros de herramientas.
2. Aceros aleados o especiales: Además de hierro y carbono se añaden otros elementos, que normalmente son otros metales. El objetivo es mejorar alguna propiedad en concreto del acero. Estos aceros son los más empleados.
- Inoxidables, contienen níquel y cromo, aumenta la dureza, la resistencia a la corrosión y la tenacidad del acero.
- Refractarios, con wolframio, titanio, molibdeno y cobalto para resistir altas temperaturas
- Eléctricos, con silicio para reducir la resistencia eléctrica
- Rápidos, con cromo y molibdeno para herramientas de corte
- Con plomo, se favorece el mecanizado (corte, limado, ...)
- Galvanizado, con Cinc en la superficie
b) Clasificación de las fundiciones
Aunque se denomina fundición a la aleación de hierro y carbono con un porcentaje entre el 1’67% y el 6’67%, en la práctica, el contenido de carbono de las fundiciones oscila entre el 2’5% y el 4,5%, encontrándose presentes, normalmente, otros elementos. Las fundiciones, como su nombre indica, son fácilmente fusibles, es decir, su punto de fusión es bajo. Por lo que se emplean para la obtención de piezas de moldeo.
Diferencias de la fundición con el acero:
- Como ya mencionamos, su punto de fusión es más bajo 1.130 ºC. Se moldean sus formas con más facilidad.
- Son ligeramente más ligeras.
- Son más duras, pero más frágiles.
- Peor resistencia a tracción, pero mejor resistencia a compresión, al desgaste y a vibraciones.
- Mayor resistencia a la oxidación.
- Las piezas fabricadas con fundición son más baratas y, normalmente, de mayor volumen.
Los diferentes tipos de fundiciones tienen composiciones químicas diferentes aunque muchos elementos tienen propiedades antagónicas de manera que se enmascaran sus efectos por lo que no es posible su diferenciación por análisis químico. Más bien, las diferencias fundamentales se encuentran en la forma en que se presenta el carbono, combinado o libre.
Las fundiciones tienen una clasificación similar a esta última de los aceros, y tenemos Las fundiciones se clasifican de forma básica como hipoeutécticas e hipereutécticas, En las fundiciones obtenidas por enfriamiento rápido, el carbono sobrante es expulsado de la red del hierro en forma de cementita. A este tipo de material se le llama fundición blanca. Pero si el enfriamiento es más lento, el carbono es expulsado como grafito, en cuyo caso se obtiene la llamada fundiciones negras o las fundiciones grises.
Tipos:
▪ Fundiciones ordinarias
- Blancas, Carbono entre 2,5% y 3%, todo el carbono está en forma de cementita. Duro, frágil y difícil de mecanizar.
- Grises, Carbono entre 3% y 3,5%, el grafito está repartido uniformemente en forma de láminas. Frágil, no soldable, si es mecanizable y maleable(para formas complejas). Es barato, absorbe bien las vibraciones.
- Negras, en su fractura se ven nódulos de grafito.
- Atruchadas, su fractura tiene un aspecto entre gris y blanca
▪ Fundiciones aleadas, con elementos que aportan sus propiedades como resistencia a la corrosión o conductividad eléctrica
▪ Fundiciones especiales:
- Maleables, una fundición blanca a la que se calienta y se deja enfriar lentamente. Cierta ductilidad y maleabilidad, menos frágil que la f. blanca.
- Nodulares, una fundición gris con magnesio o níquel para formar nódulos de grafito, con propiedades parecidas a las f. maleables pero con mayor resistencia mecánica. Propiedades casi similares a los aceros pero un 60% más barato.
2.12. TRATAMIENTOS DE LOS METALES
El objeto de estos tratamientos es mejorar las propiedades mecánicas de los metales bien mejorando su dureza y resistencia mecánica o bien aumentando su plasticidad para facilitar su conformado.
Estos tratamientos no deben alterar de forma notable la composición química de un metal. Se pueden distinguir cuatro clases diferentes de tratamientos:
• TRATAMIENTOS TÉRMICOS: con este tipo de tratamiento, los metales son sometidos a procesos térmicos en los que no se varía su composición química, aunque sí su estructura interna y, por tanto, sus propiedades.
- Temple: consiste en calentarlos hasta una temperatura elevada, superior a la de austenización, seguido de un enfriamiento lo suficientemente rápido para obtener una estructura martensítica. De esta manera se obtiene un material muy duro y resistente mecánicamente.
- Revenido: es un tratamiento complementario al temple, con el que se pretende eliminar tensiones internas producidas durante el temple; mejora la tenacidad, aunque se reduce la dureza. Consiste en un calentamiento de las piezas previamente templadas a una temperatura inferior a la de austenización, para lograr que la martensita se transforme en una estructura más estable. El proceso termina con un enfriamiento relativamente rápido. En un acero al carbono bien templado o revenido, el valor del límite elástico suele llegar a ser un 75% de la carga de rotura (se ablanda el acero).
- Normalizado: con este tratamiento los aceros obtienen sus propiedades normales. Se someten a este tratamiento piezas que han sufrido deformaciones en caliente, en frío o bien que han tenido enfriamientos irregulares o sobrecalentamientos. También nos sirve para eliminar un tratamiento térmico previo. Con el normalizado se reducen tensiones internas provocadas por las causas anteriores, así como una unificación del tamaño de grano. Consiste en un calentamiento del acero, 50 grados por encima de la temperatura de austenización, seguido de un enfriamiento al aire. La velocidad de enfriamiento no puede ser elevada evitando la formación de martensita y confiriendo al acero una estructura perlítica y ferrita o cementita de grano fino.
- Recocido: consiste en calentar el material hasta una temperatura determinada y mantenerlo a dicha temperatura durante un tiempo previsto y posteriormente enfriarlo lentamente. Los objetivos que se persiguen son: eliminar tensiones del temple, aumentar la plasticidad, ductilidad y tenacidad
• TRATAMIENTOS TERMOQUÍMICOS.
los metales son sometidos a enfriamientos y calentamientos, a la vez que se modifica la composición de su capa externa. Normalmente mejoran la resistencia al desgaste, a la fatiga y a la corrosión.
Cementación: Consiste en añadir carbono a la superficie del metal, con objeto de aumentar su dureza superficial.
Nitruración: Con este tratamiento se consiguen endurecimientos superficiales extraordinarios de los aceros.
Cianuración: Es un tratamiento intermedio de los dos anteriores en el que se produce el endurecimiento de la superficie de la pieza sometiéndola a una atmósfera mezcla de carbono y nitrógeno.
Sulfinización: Consiste en producir una pequeña capa superficial de azufre, nitrógeno y carbono; de esta manera se consigue favorecer la resistencia al desgaste, favorecer la lubricación y evitar el agarrotamiento. Las piezas sometidas a este tratamiento pueden aumentar su dureza cinco veces.
• TRATAMIENTOS MECÁNICOS.
Tienen por objeto mejorar las características de los metales por medio de deformación mecánica, pudiendo realizarse en caliente o en frío.
• TRATAMIENTOS SUPERFICIALES.
Mediante estos tratamientos se modifica la superficie de los metales sin variar su composición química másica. En estos tratamientos no es necesario la aplicación de calor.
Los tratamientos superficiales más conocidos son el cromado y la metalización. La metalización consiste en pulverizar metal fundido sobre otro, con lo cual, la pieza tratada adquiere las propiedades del primero en su superficie.
2.13. PROTECCION CONTRA LA CORROSION
La interacción entre un material y el ambiente provoca en muchos casos la pérdida o deterioro de las propiedades físicas del material. Estos procesos de deterioro son diferentes según se trate de materiales metálicos, polímeros o cerámicos. El proceso de deterioro que se produce en los metales recibe el nombre de oxidación y corrosión.
En los procesos de oxidación, lo metales pasan de un estado electrostáticamente neutro a formar cationes (iones positivos) por perdida de electrones.
M → Mn+ + ne
En el proceso de degradación de los metales, la oxidación directa resulta de la combinación de los átomos metálicos con los de la sustancia agresiva, por ejemplo
2Fe + 02 → 2FeO,
La corrosión electroquímica se caracteriza por la formación de pilas galvánicas en las que el metal actúa como ánodo (polo negativo: se oxida, pierde electrones) y por lo tanto se disuelve. Este tipo de corrosión exige la presencia de medios electrolíticos, uniones eléctricas y la presencia de un cátodo (reducción: ganancia de electrones).
Pilas galvánicas
Tenemos dos metales diferentes inmersos en un electrolito y unidos eléctricamente, haciendo que uno de ellos funcione como ánodo y el otro como cátodo.
El ánodo cede electrones al cátodo, por lo tanto algunos átomos del ánodo se ionizan con carga positiva disminuyendo de tamaño. Si este ion se encuentra en la superficie del ánodo podrá abandonarlo y dirigirse, a través del electrolito, hacia el cátodo que se encuentra cargado negativamente gracias a los electrones que le cedió el ánodo. De esta manera el ánodo reduce su tamaño mientras que el cátodo puede aumentar o quedarse igual, ya que el ion al juntarse con el electrón puede depositarse sobre el cátodo, unirse a otros átomos procedentes del ánodo y precipitar al fondo de la pila o combinarse con elementos del electrolito formando un gas que saldría de la pila.
Medidas de protección contra la corrosión
Los principales medios de protección son:
- Impedir la formación de pilas galvánicas, utilizando aislantes eléctricos.
- Tratar siempre que el área del ánodo sea mayor que la del cátodo. Diseñar recipientes para contener líquidos cerrados y procurar que no se acumule líquido estancado.
-
Evitar hendiduras o
grietas entre los materiales armados o unidos.
Medios de protección
Todos los medios de protección van destinados a evitar alguna de las causas que provocan la oxidación y corrosión. Entre las más utilizadas destacamos:
a) Recubrimientos
Se utilizan para aislar las regiones del cátodo y del ánodo. Estos aislantes pueden ser de diferente tipo con una acción más o menos prolongada en el tiempo. Los aislantes a corto plazo son las grasas o aceites que se eliminan con facilidad. Los de medio plazo son las pinturas o recubrimientos cerámicos. Los de largo plazo consisten en recubrir metales con un alto grado de corrosión con otros que tengan un grado de corrosión menor, por ejemplo el acero galvanizado que consiste en depositar Zn o Sn sobre la superficie del acero.
b) Protección catódica
Consiste en forzar al metal a comportarse como un cátodo suministrándole electrones. Para ello utilizamos un ánodo de sacrificio, el cual se corroe, ya que aporta electrones al metal a proteger. Los materiales del ánodo de sacrificio son el cinc o el magnesio.
c) Inhibidores
Consiste en interrumpir o reducir el paso de iones desde el ánodo al cátodo; para ello, añadimos al electrolito productos químicos que se depositan en la superficie del ánodo o cátodo impidiendo o reduciendo la salida o llegada de los iones, produciendo una polarización por concentración o resistencia. Por ejemplo, las sales de cromo realizan esta función en los radiadores de los coches
d) Protección por selección de materiales
Es conocido que no todos los metales tienen el mismo comportamiento frente a la corrosión y que hay ciertos metales como el cromo, níquel, platino, oro, plata, wolfranio, etc. que son muy resistentes a la corrosión atmosférica y a la acción de muchos ácidos. No obstante, el empleo de estos metales en estado puro está limitado por sus propias cualidades mecánicas y precio. Se pueden conseguir aleaciones inoxidables si introducimos pequeñas cantidades de estos metales.
e) Pasivadores (protección anódica)
Se dice que un metal tiene pasividad natural cuando al oxidarse se forma una fina capa de óxido que impide la corrosión del mismo, como ocurre con el aluminio, el cobre, etc. Este mismo efecto puede conseguirse de forma artificial en ciertos metales sumergiéndolos en algunos ácidos, por ejemplo si bañamos un acero en ácido nítrico concentrado, este quedara protegido frente al ataque de ácido nítrico de baja concentración. No obstante, la aplicación más común de los pasivadores se hace en forma de impregnación como ocurre con el minio (Pb304) o el cromato de cinc (ZnCr04).

2.14. Aplicaciones de los aceros
El acero en sus distintas clases está presente de forma abrumadora en nuestra vida cotidiana en forma de herramientas, utensilios, equipos mecánicos y formando parte de electrodomésticos y maquinaria en general, así como en las estructuras de las viviendas que habitamos y en la gran mayoría de los edificios modernos. En este contexto existe la versión moderna de perfiles de acero denominada Metalcón.
Los fabricantes de medios de transporte de mercancías (camiones) y los de maquinaria agrícola son grandes consumidores de acero.
También son grandes consumidores de acero las actividades constructoras de índole ferroviario desde la construcción de infraestructuras viarias, así como la fabricación de todo tipo de material rodante.
Otro tanto cabe decir de la industria fabricante de armamento, especialmente la dedicada a construir armamento pesado, vehículos blindados y acorazados.
También consumen mucho acero los grandes astilleros constructores de barcos especialmente petroleros, y gasistas u otros buques cisternas.
Como consumidores destacados de acero cabe citar a los fabricantes de automóviles porque muchos de sus componentes significativos son de acero.
A modo de ejemplo cabe citar los siguientes componentes del automóvil que son de acero:
• Son de acero forjado entre otros componentes: cigüeñal, bielas, piñones, ejes de transmisión de caja de velocidades y brazos de articulación de la dirección.
• De chapa de estampación son las puertas y demás componentes de la carrocería.
• De acero laminado son los perfiles que conforman el bastidor.
• Son de acero todos los muelles que incorporan como, por ejemplo; muelles de válvulas, de asientos, de prensa embrague, de amortiguadores, etc.
• De acero de gran calidad son todos los rodamientos que montan los automóviles.
• De chapa troquelada son las llantas de las ruedas, excepto las de alta gama que son de aleaciones de aluminio.
• De acero son todos los tornillos y tuercas.
Cabe destacar que cuando el automóvil pasa a desguace por su antigüedad y deterioro se separan todas las piezas de acero, son convertidas en chatarra y son reciclados de nuevo en acero mediante hornos eléctricos y trenes de laminación o piezas de fundición de hierro.
2.15. Aplicaciones de las Fundiciones
Bloques de motores, tambores de freno, bancadas para máquinas y equipos. Válvulas, cuerpos de bombas, cigüeñales y otros componentes de automóvil y maquinaria. Cilindros de trenes de laminación, bolas de molinos, mandíbulas para trituradoras de mineral. Tubos de dirección, engranajes de transmisión, cajas de diferencial.
2.16 Aplicaciones de los aceros inoxidables.
La industria de la alimentación utiliza productos de acero inoxidable es en el procesamiento de alimentos. Desde herramientas hasta superficies, este metal es muy adecuado para la producción, el procesamiento y el empaque. Las propiedades higiénicas de este metal lo convierten en una excelente opción para este sector.
Son ampliamente utilizados en la industria farmacéutica debido a su resistencia a la corrosión, su limpieza sencilla y su facilidad de fabricación. Aunque el grado AISI 316 y sus derivados son los más utilizados en plantas farmacéuticas y muchos los consideran el estándar de la industria, los materiales para cada aplicación se seleccionan en función de su resistencia a la corrosión en un entorno de servicio específico.
Probablemente las industrias más exigentes que usan este material son las industrias de productos químicos, de petróleo y gas, las cuales también han creado un gran mercado para tanques, tubos, bombas y válvulas de acero inoxidable. Para este sector, se han desarrollado calidades especiales de acero inoxidable de tal manera que los productos tengan una mayor resistencia a la corrosión en una amplia gama de diferentes temperaturas. ¿Por qué? Porque estos se utilizan en plantas de desalinización, de alcantarillado, plataformas petrolíferas en alta mar, soportes portuarios y hélices de barcos.
Una alta resistencia a la corrosión y un bajo contenido de carbono son factores clave que hacen que el acero inoxidable 304 sea adecuado para aplicaciones médicas (por encima de otros grados). La seguridad de que los dispositivos médicos no reaccionarán químicamente con el tejido corporal, los productos de limpieza utilizados para la esterilización y el desgaste duradero y repetitivo al que están sometidos significa que el grado 304 es el material perfecto para hospitales, cirugías, etc.
No hay comentarios:
Publicar un comentario